



3DPLY
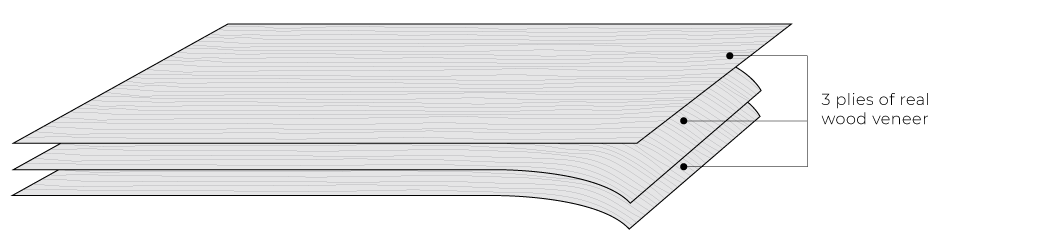
Thin and flexible panel made of 3 layers of untreated, glue-backed, textured veneer. Homogeneous and without black edges, 3Dply has a finish similar to that of solid wood. The panels come sanded and untreated, therefore they must be varnished or oiled once glued back onto a substrate. It is also possible to stain the wood surface before applying the finish. The 6 textures of 3Dply come in 10 wood species.
Products






Applications
Wall
Ceilings
Doors
Furniture