



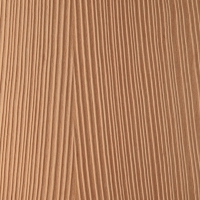
Sablés d’Oberflex in matte finish
Classic wood veneers sublimated by a modern sablé texture and proposed with Oberflex high resistance finish.
Fire reaction
Impact resistance
Abrasion resistance
Scratch resistance
No attack by common-type products
Light resistance
Easy maintenance
Products











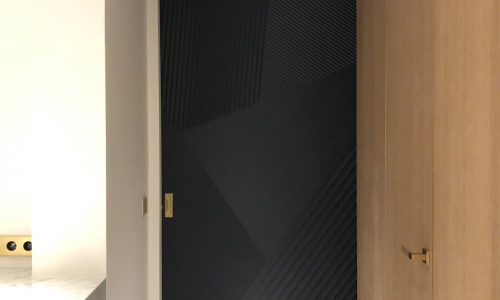
Applications
Wall
Ceilings
Doors
Furniture
In situ
Available products for this surface
Ready-to-bond Sablés matte laminates
Panober bonded panels
Edge bandings